



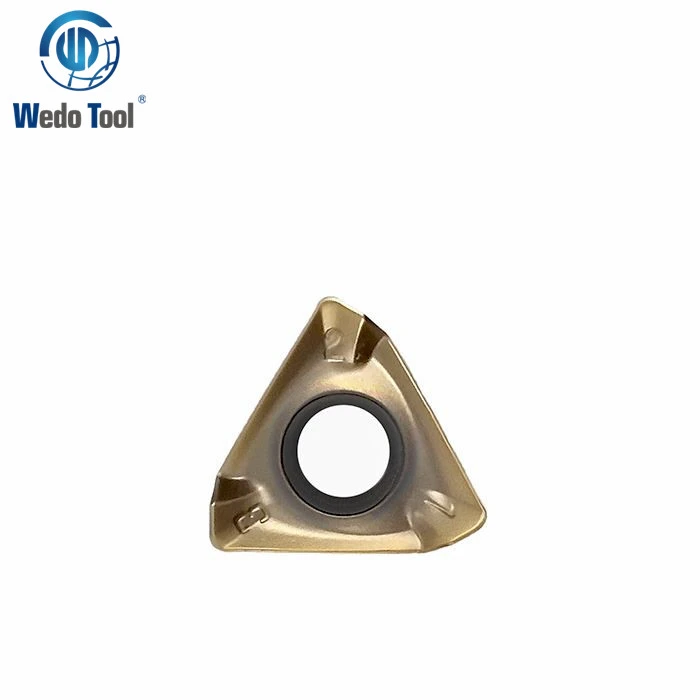

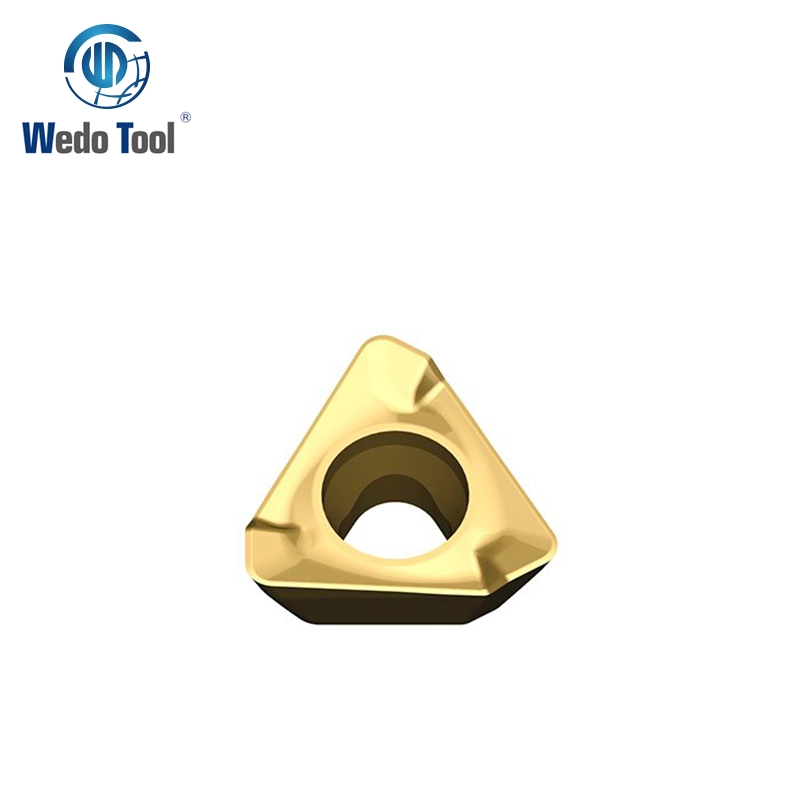
- Produktnavn: TPKT-innsatser
- Serie: TPKT
- Chip-breakers: M
beskrivelse
Produktinformasjon:
90° skulderfreseinnsats med positive tre skjærekanter er superhøy positiv spiralformet skjærekant. 90° skulderfresing med superglatt og myk bearbeiding gir høy produktivitet med maksimalt antall tenner. Kraftig verktøykropp med større kjernestørrelse, Diverse innsatsgeometri.
TPKT standard hardmetall (med belegg) freseinnsatser er med sterke skjærekanter, som gir best pålitelighet og lang holdbarhet.
T - trekantform på freseinnsats
P - Sett inn med klaring under hovedskjæreggen (11°).
K- Toleranser og dimensjoner på karbid
T - Hull gjennom innsats og ensidig sponbryter.
Spesifikasjoner:
Type | Ap (mm) | Fn (mm/rev) | CVD | PVD | |||||||||
WD 3020 | WD 3040 | WD 1025 | WD 1325 | WD 1525 | WD 1328 | WR 1010 | WR 1520 | WR 1525 | WR 1028 | WR 1330 | |||
TPKT040202R-M | 0.50-3.00 | 0.04-0.08 | ● | ● | O | O | |||||||
TPKT040204R-M | 0.50-3.00 | 0.04-0.08 | ● | ● | O | O | |||||||
TPKT060302R-M | 1.00-4.00 | 0.04-0.10 | ● | ● | O | O | |||||||
TPKT060304R-M | 1.00-4.00 | 0.04-0.10 | ● | ● | O | O | |||||||
TPKT060308R-M | 1.00-4.00 | 0.04-0.10 | ● | ● | O | O | |||||||
TPKT100404R-M | 2.00-6.00 | 0.05-0.12 | ● | ● | O | O | |||||||
TPKT100408R-M | 2.00-6.00 | 0.05-0.12 | ● | ● | O | O | |||||||
TPKT100416R-M | 2.00-6.00 | 0.05-0.12 | ● | ● | O | O | |||||||
TPKT150508R-M | 3.00-9.00 | 0.07-0.17 | ● | ● | O | O | |||||||
TPKT150516R-M | 3.00-9.00 | 0.07-0.17 | ● | ● | O | O | |||||||
TPKT150524R-M | 3.00-12.00 | 0.07-0.17 | ● | ● | O | O | |||||||
TPKT190608R-M | 4.50-12.00 | 0.09-0.22 | ● | ● | O | O | |||||||
TPKT190616R-M | 4.50-12.00 | 0.09-0.22 | ● | ● | O | O | |||||||
TPKT190624R-M | 4.50-12.00 | 0.09-0.22 | ● | ● | O | O | |||||||
TPKT190632R-M | 4.50-12.00 | 0.09-0.22 | ● | ● | O | O | |||||||
●: Anbefalt karakter
O: Valgfri karakter
Applikasjoner:
For generell maskinering, rustfritt stål og lett maskinering med skarp skjærekant, stål og ikke-jernholdige materialer, sponsplitterinnsats. Det er mye brukt i middels lett applikasjon og i rustfritt stål maskinering.

FAQ:
Hva er skulderfresing?
Skulderfresing genererer to flater samtidig, noe som krever periferifresing i kombinasjon med planfresing. Skulderfreser kan utføres av tradisjonelle firkantfreser, og også ved bruk av endefreser, langkantfreser og side- og planfreser.
Hvilken fresemetode anbefales generelt?
Nedfresing anbefales generelt. Med nedfresingsmetoden kan poleringseffekten unngås, noe som resulterer i mindre varme og minimal arbeidsherdingstendens.
Wedo CuttingTools Co,.Ltder kjent som en av de ledendekarbidinnsatserleverandører i Kina.Selskapets hovedprodukter erdreie innsatser,Freseinnsatser,Boreinnsatser, gjengeinnsatser, rilleinnsatser ogendefres.



















