




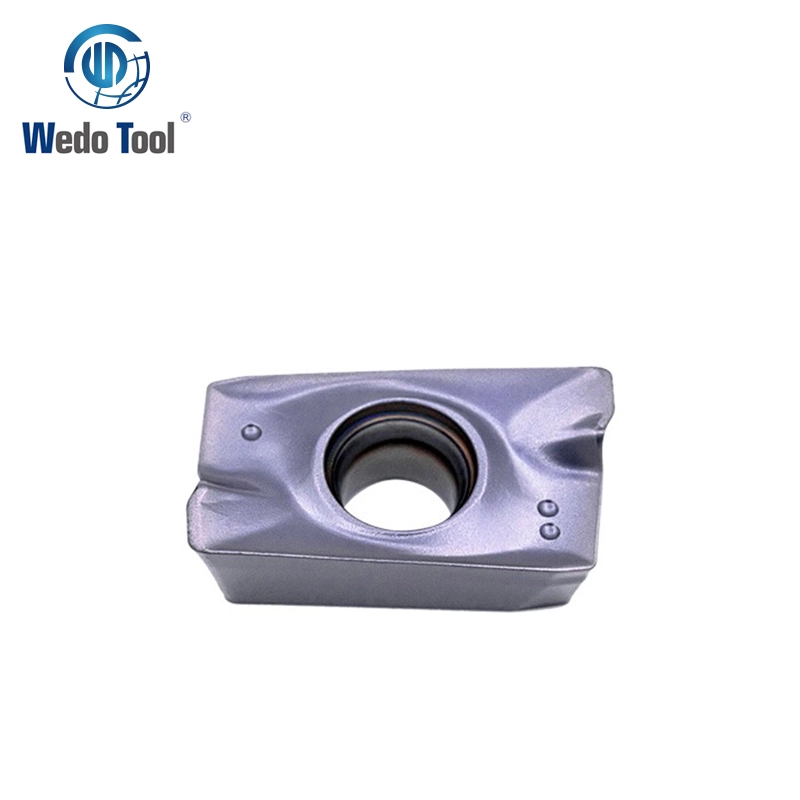
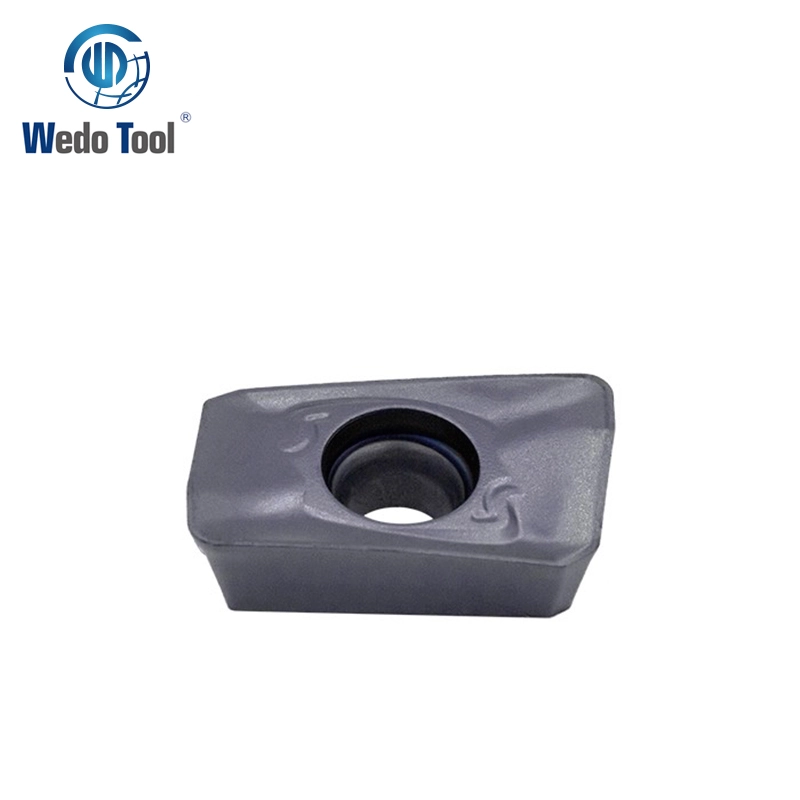





- Produkta nomo: APMT Inserts
- Serio: APMT
- Ĉiprompiloj: XR/M2/GM/H2
priskribo
Informoj pri Produkto:
Karburaj APMT PVD Tegitaj enigaĵoj estas ofte uzataj por indekseblaj kvadrataj ŝultrofinaj frezmaŝinoj kaj vizaĝfraziloj. La APMT-enigaĵoj estas kun precizec-muldita I.C., pozitiva muldita pecetrompilo. Ili havas akran kaj klarigitan tranĉrandon kaj 11° reliefan angulon. Ili estas kun ŝraŭbtruoj kreitaj konforme al ISO. Tipe, ĝi estas rigardata kiel kun 2 tranĉrandoj. Tamen ili efektive havas 4 tranĉrandojn. kiam ili estas instalitaj sur 90° indekseblaj frezaj tranĉiloj kaj ambaŭ randoj fariĝas obtuzaj, ili povas esti instalitaj sur 75° indekseblaj frezmaŝinoj kaj daŭrigi aliajn frezajn aplikojn kun la aliaj du randoj. APMT estos bonega elekto por finaj uzantoj, ĉar ĝi povas signife plibonigi produktivecon.
Specifoj:
Tajpu | Ap (mm) | Fn (mm/rev) | CVD | PVD | |||||||||
WD3020 | WD3040 | WD1025 | WD1325 | WD1525 | WD1328 | WR1010 | WR1520 | WR1525 | WR1028 | WR1330 | |||
APMT1135PDER-XR | 2.50-7.50 | 0.05-0.25 | • | • | O | O | |||||||
APMT1605PDER-XR | 3.50-10.00 | 0.07-0.50 | • | • | O | O | |||||||
APMT1135PDER-M2 | 2.50-7.50 | 0.05-0.25 | • | • | O | O | |||||||
APMT160408PDER-M2 | 3.50-10.00 | 0.07-0.30 | • | • | O | O | |||||||
APMT1135PDER-GM | 2.50- 7.50 | 0.05-0.25 | • | • | O | O | |||||||
APMT160408PDER-GM | 3.50-10.00 | 0.07-0.50 | • | • | O | O | |||||||
APMT1135PDER-H2 | 2.50-7.50 | 0.05-0.25 | • | • | O | O | |||||||
APMT160408PDER-H2 | 3.50-10.00 | 0.07-0.30 | • | • | O | O | |||||||
• : Rekomendita Grado
O: Laŭvola Grado
Apliko:
APMT-muela enmetaĵo kun forta geometria dezajno ebligas trakti ŝtalo.aloja ŝtalo, neoksidebla ŝtalo kaj gisfero.
OFTAJ DEMANDOJ:
El kio estas faritaj enigaĵoj?
Preskaŭ ĉiuj enigaĵoj konsistas el cementita karbido, kiu rezultas el kombinaĵo de volframkarbido (WC) kaj kobalto (Co). La malmolaj partikloj ene de la enigaĵo estas WC, dum Co povas esti opiniita kiel la gluo kiu tenas la enigaĵon kune.
Kio estas ŝultromuzado?
Ŝultromuelado generas du vizaĝojn samtempe, kio postulas periferian mueladon en kombinaĵo kun vizaĝmuzado. Ŝultromuzado povas esti farita per tradiciaj kvadrataj ŝultrotranĉiloj, kaj ankaŭ per uzado de finaj frezmaŝinoj, longrandaj tranĉiloj kaj flankaj kaj vizaĝaj frezmaŝinoj.



















